Joined: Thu Mar 01 2007, 09:30PM
Location: Houston
Posts: 1735
Yucky. Sorry. ....
Oh wait, you said discuss. Your jig is inventive but knurling anything back to size is the yucky part, especially a part that is a load bearing area. It would be far more professional to grind down the journal a small amount then sleeve it back to size using proper techniques. I won't promote throwing out the spindle and buying a new one because I know that is not viable.
Joined: Tue Oct 11 2005, 01:33AM
Location: Calgary, Alberta
Posts: 5893
I agree, the jig to mount the part in the lathe is a great idea, but knurling a load bearing surface is pretty scary. Every one of the knurls becomes a stress focal point for shear forces and I think will eventually cause the spindle to shear off. I'm not a great fan of sleeving either, better to turn the bearing surface and use an over size bearing.
However, if the car will be shined, admired and seldom driven, knurling does the job just fine.
Joined: Wed May 21 2008, 02:52PM
Location: Machine Shop Hell, IL
Posts: 142
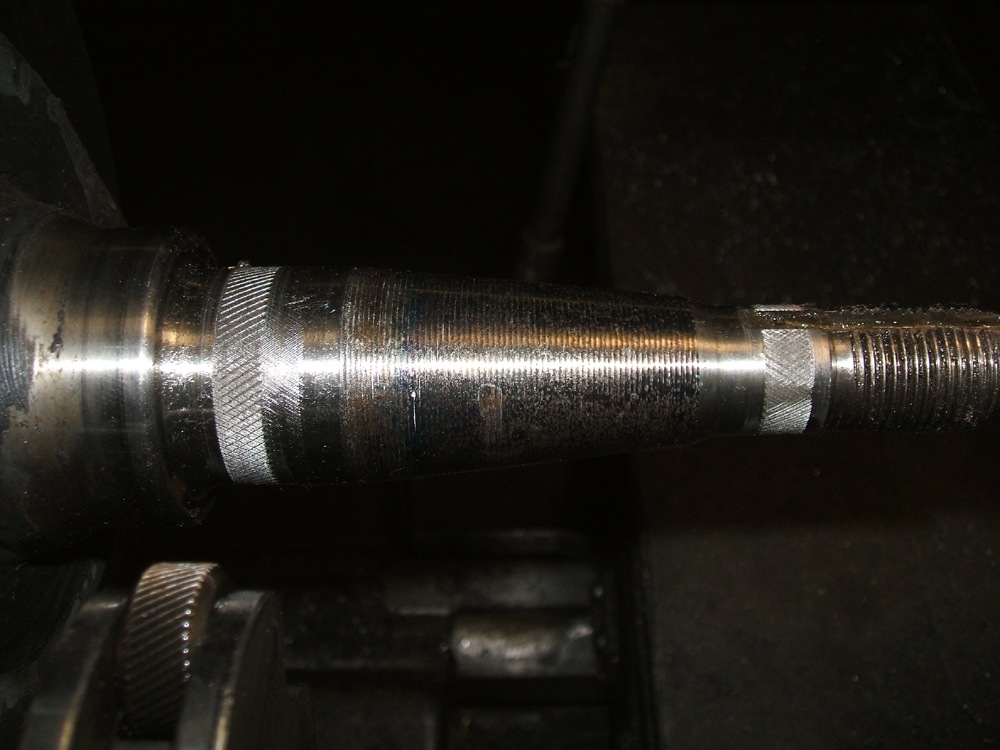
I'll agree that sleeving is usually a more "pro" way to bring something back to size, but I disagree in this case. Cutting for a sleeve would mean removing material AND putting a shoulder right at the edge of the fillet. Granted, knurling is really just little stress risers everywhere (which is technically invitation for crack propagation), but we're only talking about a 0.0015-0.0020 (diameter) increase. Or am I wrong? I guess we will see if I end up getting launched by my own front wheels!
Also, the "hot rod" part about this is, I'm going beyond re-sizing a damaged journal and making the inner journal 0.0005" over size for a tap fit, then a REALLY light tap fit for the outer journal (hopefully allowing for correct adjustment with help from a mallet). Yes, it will be more difficult to adjust and service, BUT, it will give the inner races a positive lock. For such great engineering in our cars, I don't know why they decided it would be cool to just let the bearings float around (in front and back).
Joined: Thu Mar 01 2007, 09:30PM
Location: Houston
Posts: 1735
The other issue with knurling is you are most likely off-centering the bearing by 'some'. Knurling is an imperfect process, especially when the 'circle' you are starting with is imperfect - as it would be with a worn spindle.
I wouldn't be especially concerned with breaking off the spindle, but I do think that after a couple thousand miles your 'tight' fit might be looser than what you started with.
If you turn it down, a stress riser is not a big concern because you can add a radius...it doesn't take much of a radius to do good. It would take some math but you'd have to determine the proper diameter, shooting for the minimum amount of turn-down that would still allow the sleeve to be strong. But sleeves are strong so I don't think it would need to be a lot of reduction in journal diameter.
Joined: Wed May 21 2008, 02:52PM
Location: Machine Shop Hell, IL
Posts: 142
Greg, you are right on all that. I did throw the dial back on when I got it back to size and it's still right on, though.
I agree with Bill also (his reply came in right before mine). Both of you guys have got me sorta worried now, haha.
I figure, as long as it's away from the fillet (knurl starts about 1/8" away), I'll be okay. But maybe not....all I really wanted was a light press on the inner races so they had no chance of spinning (unless the bearing seriously F'd, which I'd hopefully catch before it ran away). I figured knurling would be a step better than just dinging it in a bunch of places and sanding the dings back down.
I have a backup pair of spindles I was going to fix in the same way - maybe those can be a sleeve test instead?
If it were mine I'd try some Loctite 641 before doing any lathe work. If it holds, great, if not then plan B.
I did this for the inner race that was pressed into the hub on my Budd Disc brake Fury. The old race fell out. the new race fell in, no pounding needed. Not good. The sleeve set compound got it together and lasted another 60 thousand miles. Rust killed the car, bearing still quiet to the end. What about metal spray??? http://www.youtube.com/watch?v=oGPeyjRhk0I
Joined: Mon Oct 10 2005, 10:24AM
Location: The Netherlands
Posts: 160
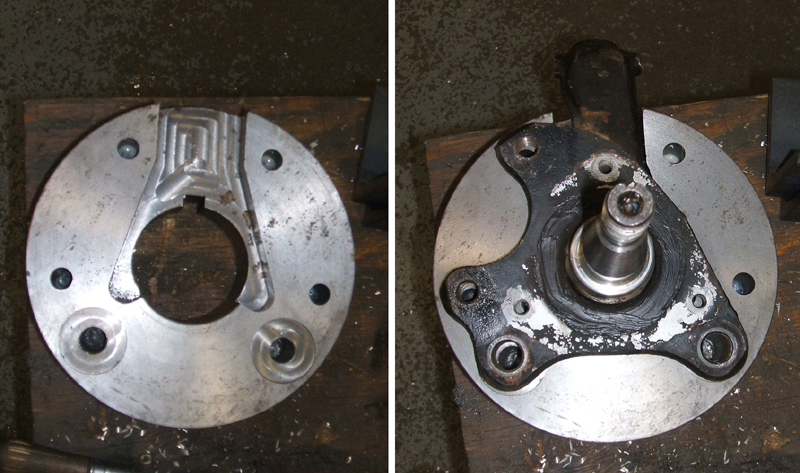
Nice work, although the amount of work and material used in making that spindle-holder seems a bit excessive. I think I simply would have used 2 centerpins and a 'lathe dog' to turn the spindle, just like (I think) the factory machined these spindles. (Look at the center hole at the back of a spindle.)
Joined: Wed May 21 2008, 02:52PM
Location: Machine Shop Hell, IL
Posts: 142
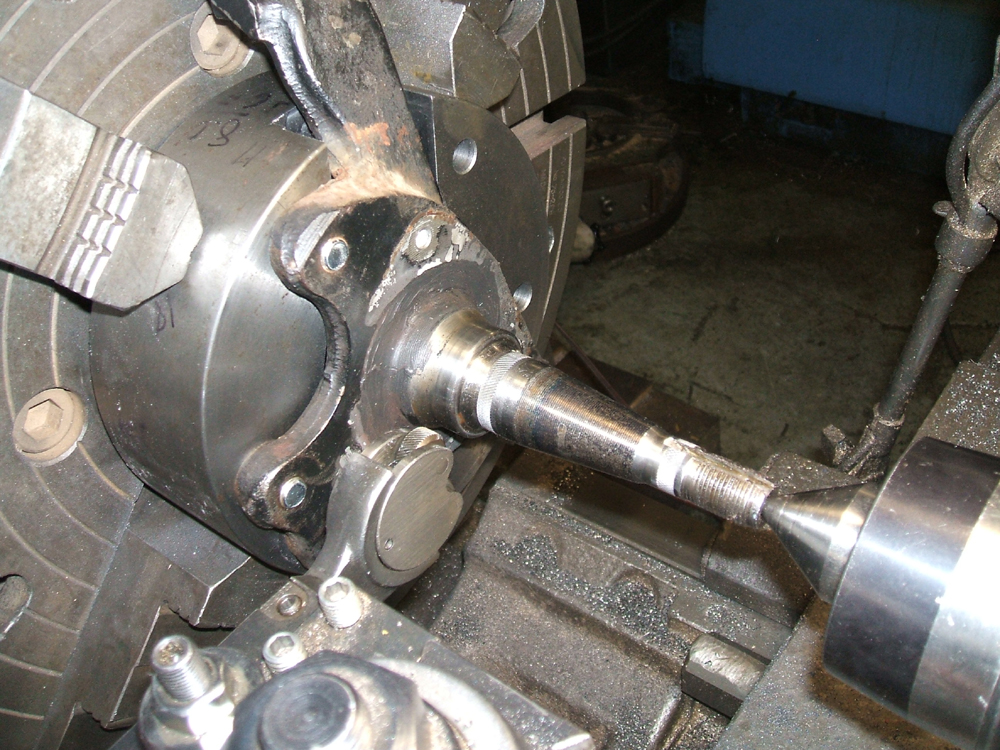
Yeah, I saw the center in the back but couldn't figure out a way to hold it (in our manual lathe) without a jig. None of our chucks, including the massive "bolt down" pizza wheel, had enough offset.
We have piles of junk cast iron "ends" like that here, so that's why it's so huge, haha. BTW BBM, your website is cool!
The metal spray would be a good idea if it made less of a damned mess! Hahaha, I'm sure there's a more refined way to apply it....I'm actually game for finding someone who can do this.
Except for the debate about creating potential (and potentially deadly) stress risers - everything went together beautifully and adjusted fine. Now all I have to do is "not die."